Executive Summary
Nanocoating technology is a transformative solution for enhancing the performance, durability, and efficiency of mechanical components. These ultra-thin, multifunctional layers, composed of nanostructured materials, offer superior properties such as wear resistance, corrosion protection, reduced friction, and self-cleaning capabilities. By manipulating materials at the nanoscale, nanocoatings provide a robust solution for mechanical systems operating under harsh conditions. This whitepaper explores the science, applications, benefits, challenges, and future prospects of nanocoatings in mechanical engineering, highlighting their potential to revolutionize industrial applications.
1. Introduction
The rapid advancement of nanotechnology has opened new avenues for material science and engineering. Mechanical components, which often operate under harsh conditions such as high loads, temperature fluctuations, and corrosive environments, are prone to wear, corrosion, and efficiency losses. Traditional surface treatments like plating, painting, and thermal spraying provide limited protection.
In contrast, nanotechnology offers a great solution; by designing ultra-thin multifunctional coating at the microscopic level. Nanocoatings introduce enhanced functionalities by modifying surface characteristics at the molecular or atomic level. This means machines will be last longer, work-better, less maintenance and cost effective. This paper provides a detailed overview of nanocoating applications in mechanical systems and their implications across industries.
2. Problem Statement
Mechanical parts in machines from big engines to tiny electronics equipment face constant friction and wear which leads to wasted energy, broken or damage parts and expensive repairs. It often occurs due to rubbing and constant use, which leads to making them less efficient, less productive, and results in repairs and wasted energy.Traditional solutions like oils and hard coating help, but it is not enough for present time need which is high-performance without any delay.
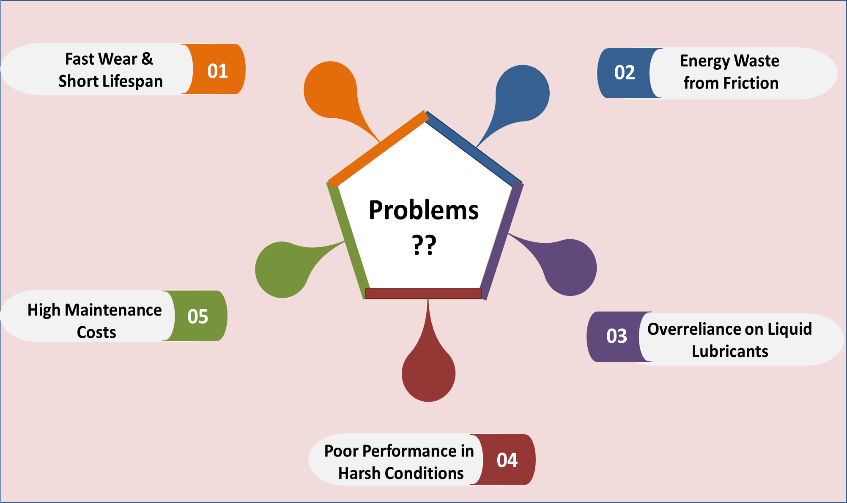
- Fast Wear & Short Lifespan: Materials wear out quickly under stress, causing frequent breakdowns.
- Energy Waste from Friction: Friction reduces efficiency, increasing operational costs.
- Overreliance on Liquid Lubricants: Oils and greases require frequent refilling, leak, and harm the environment.
- Poor Performance in Harsh Conditions: Traditional coatings fail under extreme heat, pressure, or corrosion.
- High Maintenance Costs: Frequent repairs and replacements disrupt operations and increase expenses.
3. Proposed Solution: Technology Overview
3.1 Nanocoating Concept
Nanocoating refers to the application of a nanoscale thin film (1–100 nm) on a substrate surface to impart desired physical, chemical, or functional properties. These coatings can be designed to alter hardness, chemical resistance, or tribological behavior which are infeasible with traditional material approaches or conventional coating techniques.
3.2 Core Components and Principles
Substrate: The underlying mechanical component (e.g., steel, titanium alloys, ceramics, polymers) onto which the nano-coating is deposited. Strong adhesion between the coating and the substrate essential for maintaining structural integrity and optimal performance.
Coating Materials : Consists of various nanoparticles, nanostructured films, or nanocomposites. Common categories include:
- Hard Nanoceramics: Titanium Nitride (TiN), Chromium Nitride (CrN), Aluminum Titanium Nitride (AlTiN), or Silicon Nitride (Si3N4) for hardness and wear resistance.
- Self-Lubricating Nanolayers: Molybdenum Disulfide (MoS2), Tungsten Disulfide (WS2), Graphitic Carbon, or hexagonal Boron Nitride (h-BN) for low friction.
- Multilayer/Nanocomposite Structures: Combine hard and soft layers for wear resistance and low friction.
Deposition Methods: Advanced techniques are employed for precise application, including Physical Vapor Deposition (PVD), Chemical Vapor Deposition (CVD), Atomic Layer Deposition (ALD), and various plasma-based coating methods.
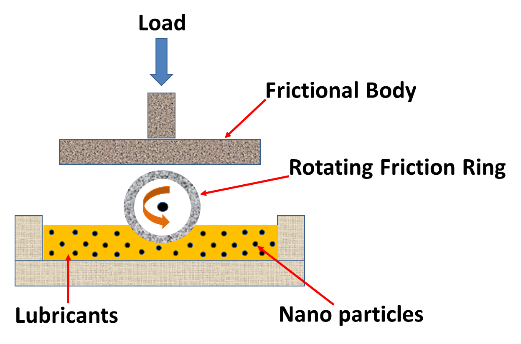
3.2.1 Additional Method: Nano-Additives in Lubricants and Hybrid Systems
While distinct from direct coatings, the integration of nanoparticles into traditional liquid lubricants (nano-lubricants) offers a complementary solution. Nanoparticles (e.g., fullerene-like WS2, graphene, or metallic nanoparticles) suspended in oil or grease can reduce friction and wear by forming protective films on sliding surfaces, acting as "nanobearings" that roll between contact points, or enhancing the thermal conductivity of the lubricant. Hybrid approaches combine a permanent nano-coating with a nano-enhanced lubricant to achieve optimal tribological (friction and wear) performance.
4. Benefits of Nanocoatings
Here, it highlights the advantages and positive results achieved by incorporating nano-coatings for wear resistance and lubrication, evaluated across performance, economic, and environmental dimensions.
- Extended Component Lifespan: Nanocoatings significantly increase service life, reducing replacement needs.
- Reduced Friction: Lowers friction by 50-90%, minimizing energy waste and improving efficiency.
- Superior Wear Resistance: Resists abrasive, adhesive, erosive, and fatigue wear under high loads.
- Enhanced Load-Bearing: Supports higher contact pressure and extreme loads without failure.
- Performance in Harsh Environments: Maintains properties in extreme temperatures, vacuums, or corrosive settings.
- Energy Savings: Reduced friction lowers power consumption in machinery.
- Minimized Maintenance: Decreases repair frequency and downtime, boosting productivity.
- Extended Equipment Lifespan: Prolongs machinery life, delaying capital investments.
- Reduced Lubricant Use: Lessens dependency on liquid lubricants, cutting costs.
- Environmental Benefits: Lowers energy use, material waste, and lubricant pollution, reducing carbon footprint.
4.1 Based on Performance Metrics
- Exponentially Extended Component Lifespan: Mechanical components treated with nano-coatings experience significantly longer service lives, reducing the need for replacements and increasing overall machinery durability.
- Drastically Reduced Friction: Nano-coatings can lower the coefficient of friction by 50–90% or more, minimizing thermal losses and enhancing system efficiency.
- Superior Wear Resistance: Exceptional resistance to abrasive, adhesive, erosive, and fatigue wear even under high loads and harsh conditions.
- Enhanced Load-Bearing and Extreme Pressure Capabilities: Increased hardness and toughness allow components to withstand higher contact pressures without failure.
- Performance in Challenging Environments: Retains superior properties in extreme temperatures, vacuum, and corrosive environments where conventional coatings fail.
4.2 Based on Economic Considerations
- Substantial Energy Savings: Lower friction reduces power consumption in motors, pumps, and machinery, cutting fuel and electricity costs.
- Minimized Maintenance and Downtime: Longer service life means fewer repairs, reduced downtime, and increased productivity.
- Extended Capital Equipment Lifespan: Protects costly machinery, delaying major reinvestments.
- Reduced Lubricant Consumption: Nano-coatings reduce dependence on liquid lubricants, lowering recurring expenses.
4.3 Based on Environmental Considerations
- Reduced Carbon Footprint: Lower energy consumption directly cuts greenhouse gas emissions.
- Less Material Waste: Longer component life reduces raw material demand and landfill waste.
- Minimized Lubricant Pollution: Lower usage of petroleum-based lubricants decreases environmental contamination.
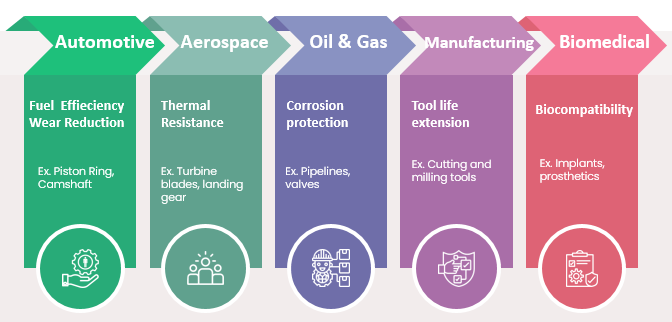
Benefits/Applications regarding the Key Industries
5. Market Outlook and Competitive Analysis
The current market landscape for nano-coatings specifically tailored for wear resistance and lubrication in mechanical components, identifying key application sectors, dominant regional trends, and leading market players.
5.1 Market Size & Forecast
The global nanocoatings market size was USD 14.32 billion in 2023 and is projected to grow from USD 17.54 billion in 2024 to USD 90.29 billion by 2032, exhibiting a CAGR of 22.7% during the forecast period. North America dominated the nanocoatings market with a 41.62% share in 2023.
The increasing demand from the construction sector is one of the key factors driving market growth. Implementation of the product to support sustainability and conserve energy is significantly boosting the market growth. Additionally, the increasing adoption of abrasion-resistant products from the automotive sector shall fuel the market growth.
- 2023 Market Size: USD 14.32 billion
- 2024 Market Size: USD 17.54 billion
- 2032 Forecast Market Size: USD 90.29 billion
- CAGR: 22.7% (2024–2032)
The increasing demand from the construction sector is one of the key factors driving market growth. Implementation of the product to support sustainability and conserve energy is significantly boosting adoption. Additionally, the increasing demand for abrasion-resistant products from the automotive sector is expected to further accelerate growth.
By type, self-cleaning nanocoatings hold the largest market share, supported by demand for low-maintenance and protective coatings in construction and healthcare sectors.
5.2 Regional Market Dynamics
| Region | Market Share / Growth | Key Drivers |
|---|---|---|
| North America | 41.62% (2023) | Government subsidies, infrastructure investment, advanced R&D, adoption of green building technologies |
| Asia-Pacific | Fastest-growing (CAGR 4.66% from 2022–2030) | Manufacturing hub, low labor costs, industrial & construction growth |
| Europe | Strong growth | Automotive industry demand for antimicrobial & abrasion-resistant coatings |
| Latin America (Mexico) | Steady growth | Government infrastructure projects, socio-economic development initiatives |
5.3 Key Country Highlights
- United States: Leading producer of nanocoatings and nanomaterials, driven by aerospace, electronics, and green building initiatives (e.g., USGBC’s LEED program).
- China: Major manufacturing hub benefiting from low labor costs, rapid industrialization, and large-scale construction activities. China holds the largest market share in Asia-Pacific, while India is the fastest-growing market in the region.
- Germany: Strong automotive sector driving demand for antimicrobial and abrasion-resistant coatings in passenger and luxury vehicles. Germany leads the European market, with the UK being the fastest-growing market in the region.
- Mexico: Infrastructure investments and government initiatives are fueling consistent growth in the Latin American nanocoatings market.
6. Future Aspect
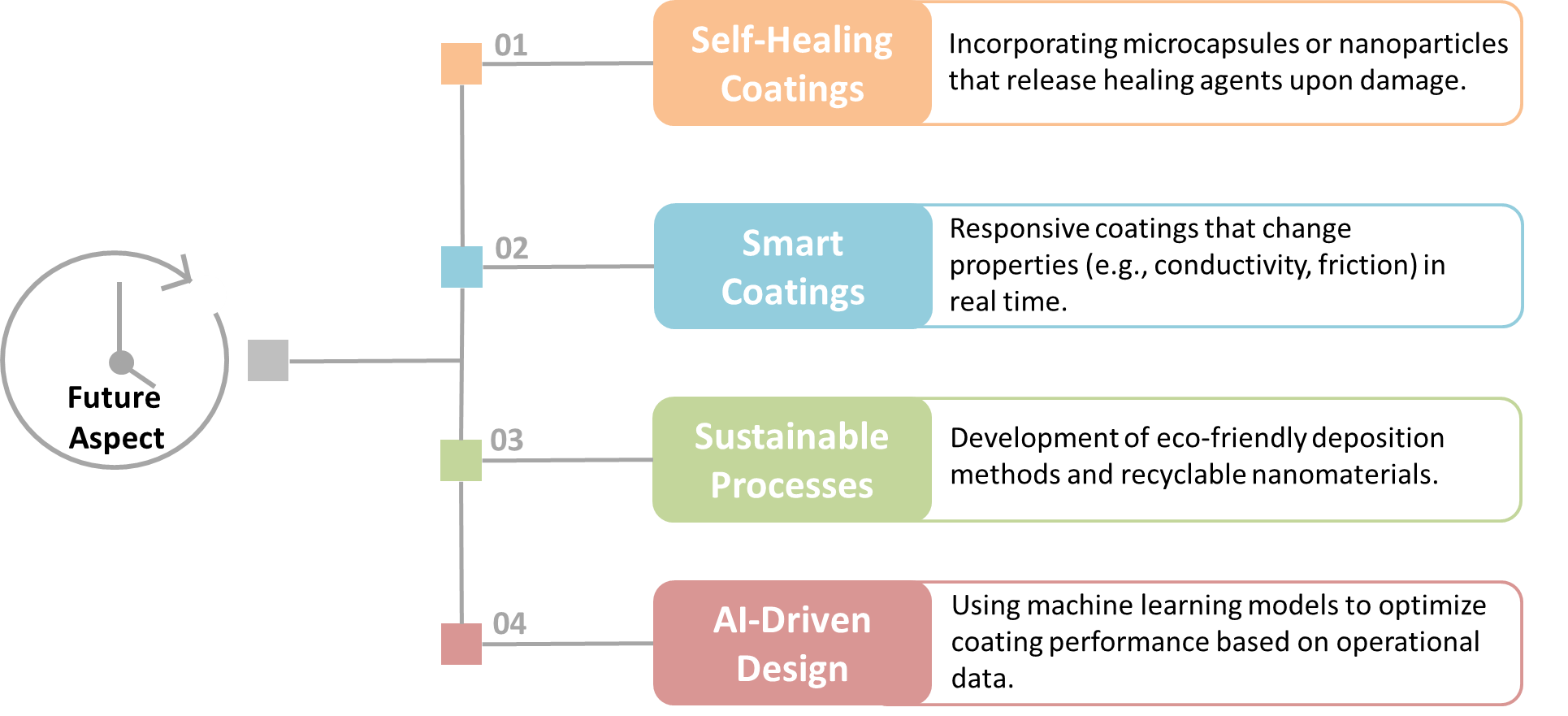
Future research is focusing on multifunctional nanocoatings that combine properties such as self-healing, smart sensing, and adaptive responses to environmental stimuli. Key directions include integrating these advanced functionalities into scalable, reliable, and economically viable solutions for real-world applications.
Challenges
While nano-coatings are increasingly adopted across various industries, several key challenges remain. This section summarizes the major issues and highlights future research directions.
6.1 Manufacturing Scalability and Cost Reduction
A primary challenge is scaling up the deposition of high-quality nano-coatings from laboratory prototypes to industrial-scale production. Achieving consistent coating thickness, uniformity, and desired properties over large surface areas and complex geometries is critical. At the same time, production costs must be reduced to compete with conventional solutions. This transition demands more efficient and cost-effective synthesis and deposition techniques.
6.2 Performance Optimization and Long-Term Durability
Continued research is needed to further enhance the tribological properties of nano-coatings for demanding applications and ultra-long service lifetimes. This includes developing novel materials with self-healing capabilities, adaptive tribological responses to dynamic environments (temperature, load variations), and ensuring long-term stability and adhesion under continuous stress, fatigue, and chemical exposure.
6.3 Standardization and Quality Control
The unique and complex nature of nanostructured coatings requires robust, internationally recognized standardized testing methodologies and stringent quality control protocols. Such measures are essential for ensuring reliability, reproducibility, and consistent performance of nano-coated products across industries, ultimately building trust and facilitating broader adoption.
6.4 Health and Environmental Safety Considerations
As nano-coatings become more widespread, comprehensive research is vital to understand potential health and environmental impacts of nanoparticles throughout their lifecycle. This includes risks during manufacturing, application, in-service wear, and disposal. Developing clear, evidence-based safety guidelines and regulatory frameworks is crucial to ensure public acceptance and environmental sustainability.
7. Conclusion
Nanotechnology has revolutionized mechanical engineering by introducing materials and technologies that enhance strength, efficiency, and functionality. Advancements such as nano composites, nano-coatings, and nano-lubricants have transformed industries ranging from aerospace to environmental engineering. However, challenges such as manufacturing inconsistencies, health risks, and environmental impacts must be addressed through rigorous research, interdisciplinary collaboration, and ethical considerations.
Nano-coating are a major focus in advancement in surface engineering, providing unique solutions to improve wear resistance and lubrication in mechanical parts. Thus, it greatly helps in lower friction, extended the life of components or tools, save energy and boost it efficiency to provide positive outcome. . As efforts continue to solve manufacturing issues, improve materials, and ensure safety, nano-coatings are set to become even more important in driving innovation across industries and creating stronger, more efficient, and sustainable mechanical systems.